


当社のプロフェッショナルな製品カスタマイズ サービスは、お客様のアイデアを現実に変え、コンセプトから小売店の棚に製品を展示するまでのシームレスな体験を提供します。


Synberry が 2 世代にわたって選ばれた理由は何ですか?明確に定義された品質原則、適切に管理された文書と記録、そして最も重要なことに、詳細なプロセス分析と検査により、当社は一貫した高品質を保証することができます。


Synberryのサンプルルームでは、毎日数十種類の新しいサンプルの開発と改良が並行して進められています。当社にとって、サンプリングは単なるサービスの終わりではなく、量産の出発点です。素材、ファスナー、金属製の金具、プラスチック製のバックル、そして細部に至るまで、サンプリング段階ですべての仕様が確定すると、全く同じ仕様がそのまま量産ラインに引き継がれます。この版では、スイスの顧客向けに特注開発された高級ナイロン製ビジネスバックパックのサンプル作成の全工程を記録したものです。以下に掲載されているデザインの細部はすべて、最終的に完成した3,000個のバックパックすべてに同じ基準で再現されます。以下では、技術図面から完成品の実物サンプルに至るまでの全工程を段階的に解説します。 目次:1.生地の選択2. ハードウェア金型開発3.プラスチック部品の選定4. 品質と快適性を高めるための職人技のディテール5. サンプル検査および承認6.よくある質問7.結論 1. 生地選び1.1 本体生地の選定と色合わせ本体生地には1680デニールのバリスティックナイロンを使用しています。このタイプのナイロンは、糸の密度が高く、織り目が密なため、上品な光沢と洗練された表面質感を実現しています。同時に、優れた耐摩耗性と耐引裂性も備えています。長期間使用しても毛玉ができにくく、引っかかりにくいため、ハイエンドバックパックに求められる性能要件を完璧に満たしています。次のステップは色の選定でした。クライアントの希望する色の説明に基づき、在庫にあるカラーサンプルの中から、それに非常に近い3つの候補を選び、検討していただきました。比較検討の結果、クライアントは最終的に16番の色をプロジェクトの最終色として選択しました。 1.2 裏地生地の選択バックパックのメイン生地を決定した後、裏地の素材選びに取り掛かりました。クライアントは、マットな質感とほのかなベルベットのような風合いを持つ、コンパクトで高密度の生地を希望しました。これにより、外側の1680デニールバリスティックナイロンと調和する、バランスの取れた高級感を演出することができました。数多くの裏地候補を検討した結果、150デニールの高密度ポンジー生地を選定しました。この生地は、経糸密度が高く、織り目が密なため、しっかりとした滑らかな手触りと優れた構造的サポート力を備えています。長期間使用してもバックパックの内側を清潔で整然とした状態に保つのに役立ちます。さらに、密に織り込まれた構造により、ベルベットのような繊細な質感が自然に生まれ、美観と機能性の両面においてお客様の期待に完璧に応えています。1.3 裏地へのカスタムロゴ印刷高級ブランドのバックパックとして、そのアイデンティティは外装に表示されたロゴだけにとどまりません。ブランドロゴは、製品全体の細部に至るまで、丁寧にデザインに組み込まれています。このプロジェクトでは、透明なロゴを裏地生地にプリントするために、クリアグロスプリントを採用しました。従来の熱転写プリントは、一般的に平坦な仕上がりで奥行き感に乏しいのに対し、クリアグロスプリントはあらゆる角度から光を捉えるロゴを作り出します。独特の光沢のある質感により、見る角度によって光の反射の仕方が異なり、ロゴに洗練されたダイナミックな視覚効果をもたらします。同系色の仕上げにより、ロゴが裏地生地に自然に溶け込み、内装デザイン全体の調和と一貫性を高めています。控えめながらも洗練されたこのブランディング手法は、バックパックの品質感を向上させ、製品が追求するプレミアムな職人技と細部へのこだわりと完璧に調和しています。 2. 金属部品金型の開発メタルロゴ金属製のロゴは、亜鉛合金のダイカスト製で、銀メッキ仕上げが施されています。ロゴの裏面には取り付けピンがあり、生地にしっかりと固定できます。お客様から提供されたアートワークに基づき、まず金型設計図を作成し、ロゴの比率を慎重に調整し、最終寸法を確認しました。デザインチームとサンプルルームが視覚的な比率が意図したデザイン要件を満たしていることを確認した後、生産用の鋼製金型の製作に取り掛かりました。お客様のプライバシー保護のため、画像に表示されているブランドロゴはぼかしてあります。金属プーラー金属製のプーラーも特注の金型開発が必要であり、顧客のブランドを象徴する独自のシンボルとしてデザインし、本体のロゴとの視覚的な繋がりを生み出すことができる。金属製プーラーの金型開発プロセスは、基本的に同じです。バックパック全体の厚みとハンドルの寸法に基づいて、プーラーの長さ対幅比と曲率を調整し、使用時の快適なグリップを確保するとともに、全体のデザインスタイルとの一貫性を維持します。あらゆる曲線、エッジ、表面仕上げは、ハードウェアが機能的な要件を満たすだけでなく、バックパック全体の質感と高級感を高める特徴的なディテールとなるよう、細心の注意を払って洗練されています。お客様のプライバシー保護のため、画像に表示されているブランドロゴはぼかしてあります。 3. プラスチック部品:YKKジッパーとDURAFLEXバックルバックパックにおいて、ファスナーとバックルは最も頻繁に使用される付属品です。これらは、バックパックの日常的な使用感と耐用年数を直接左右します。このハイエンドバックパックには、業界で定評のあるYKKファスナーを採用しました。YKKファスナーの歯は均一に配置され、密に構造化されているため、引っかかりや詰まりがなく、スムーズな開閉を実現します。何十万回もの開閉テストを経ても、故障はほとんどありません。その耐久性は一般的なファスナーをはるかに凌駕しており、バックパックを長期間にわたってスムーズで信頼性の高い使い心地で維持します。同様に、このバックパックにはDURAFLEXプラスチック製の金具が採用されています。これらのバックルは、厳しい耐衝撃性および疲労試験を経ており、低温環境下でも優れた耐久性を維持します。長期間にわたる重荷重にもひび割れや緩みなく耐えるように設計されており、安全性と耐久性の両方を確保しています。さらに、カチッという心地よいクリック音と精密なロック機構により、バックパックを開閉するたびに満足のいく触覚体験が得られ、洗練された機能性と細部へのこだわりを通して、製品のプレミアムな品質をすぐに実感できます。 材料、金具、プラスチック部品、ファスナーなどは、通常、サンプル作成プロセスの最初の段階で準備されます。すべての材料が揃うと、バックパックは正式に縫製と組み立ての段階に入ります。次に、以下の製造工程に焦点を当て、私たちが追求する品質を真に反映する細部について解説します。これらの細部こそが、高級バックパックと平凡な製品との違いを生み出すのです。普段は目につかない、あるいは見落とされがちな領域においても、ユーザーエクスペリエンス全体を向上させるために、あらゆる細部に至るまで最適化に多大な努力を注いできました。 4. 品質と快適性を高めるための職人技のディテール4.1 本革ハンドル持ち手は、バックパックを日常的に使用する際に最も頻繁に触れる部分の一つであり、その手触りはバックパックの品質に対する第一印象に直接影響します。このバックパックのトップハンドルには、フルグレインレザーを一部使用しました。本革の温かみのある洗練された質感は、バリスティックナイロンの滑らかでしっかりとした質感と見事なコントラストを生み出します。長時間手でバックパックを持ち運ぶ際の快適さを向上させるだけでなく、異なる素材の組み合わせによってバッグ全体の視覚的なレイヤー感を高め、純粋なナイロンデザインの単調さを打破します。グリップの快適性をさらに向上させるため、革製ハンドルの内側に厚さ2mmの高密度フォームパッドを追加しました。これにより、十分なサポート力を維持し、長時間持ち運んでもハンドルが柔らかくなったり形が崩れたりするのを防ぐとともに、手のひらにかかる圧力を緩和し、負担を軽減します。重い荷物を持ち運ぶ際も、ハンドルは快適な握り心地を保ち、不快感を与えることはありません。縫製工程では、ハンドルの縁に沿って均等な間隔で二重針ステッチを施し、補強しています。ステッチ密度は約8針/インチ(SPI)に制御することで、高い耐久性と洗練された美しい仕上がりを実現しました。本革素材と相まって、このディテールは高級品に求められる職人技と卓越した品質をさらに際立たせています。4.2 一体成型EVAショルダーストラップショルダーストラップには、従来のウェビングとPEフォームを組み合わせた構造は採用されていません。代わりに、このバックパックは一体成型EVA成形プロセスを採用しています。一体成型の大きな利点の1つは、縫い目や接続部がないため、圧力がより均等に分散されることです。同時に、この製造プロセスにより、ショルダーストラップはより滑らかで均一な形状を維持し、肩の自然な輪郭にフィットしやすくなり、バックパックの重量を効果的に分散させ、長時間の持ち運び時の肩の疲労を軽減します。さらに、ショルダーストラップの内側には立体的な通気性メッシュ生地が使用されています。メッシュ構造により空気が自由に循環し、発汗後の熱や湿気を素早く放出します。これにより、長時間の持ち運びによる蒸れや不快感を軽減し、長時間の使用時の快適性を大幅に向上させます。 4.3 PPボード + PEパールコットンバックパネル搬送システムにおいて背面パネルは、バックパックの形状を維持し、重量を分散させる役割を担うコア構造です。このバックパックでは、PPボードとPEパールコットンを組み合わせた複合構造を採用しました。https://www.synberry.com/what-is-backpack-back-panel-engineeringPPボードは構造的な支持層として機能し、垂直方向の補強を行い、重い荷物を運んだ際にバックパックが柔らかくなったり、形が崩れたりするのを防ぎます。PEパールコットンはPPボードと内張りの間に配置され、クッション性と衝撃吸収性を提供します。厚さ1mmのPPボードと厚さ0.8mmのPEボードを組み合わせることで、背面パネルはしっかりとしたサポート構造を維持しつつ、パールコットンの弾力性を活かして背中への圧力を効果的に緩和し、持ち運び時の快適性を向上させています。 4.4 補強と閂止めバックパックの応力集中箇所は、主にショルダーストラップと本体の接続部、およびハンドルとバッグ本体の接続部などに集中しています。これらの箇所が適切に補強されていないと、長期間の荷重負荷によって縫い目がほつれたり、生地が破れたりしやすく、バックパックの耐用年数に直接影響します。したがって、補強とバータックは、バックパックの耐久性を確保するために不可欠な工程です。バータック縫製とは、専用のバータックミシンを用いて、応力がかかるすべての箇所に、互いに噛み合う長方形のステッチパターンを複数層にわたって施す縫製方法を指します。高密度なステッチによって複数の素材層がしっかりと固定され、接合部の引張強度が大幅に向上します。このバックパックでは、負荷のかかる箇所ごとに、それぞれのバータックのサイズと構造を調整しました。ステッチは均等な間隔で密に配置されており、十分な引張強度を確保しながら、製品の美しい外観を損なう可能性のある糸の過剰な蓄積を防いでいます。確かな職人技によって、あらゆる細部に耐久性が組み込まれており、長期間の高負荷使用時でも、バックパックの信頼性と縫い目の破損に対する耐性を保証します。 4.5 実用機能の強化このバックパックは外観こそミニマルなデザインですが、内部収納システムには多くの最適化を施しました。様々な使用シーンでユーザーが持ち運ぶ可能性のあるアイテムの種類に合わせて、それぞれに適した収納スペースを確保した専用コンパートメントを設けました。これにより、メインコンパートメントを隅々まで探す必要がなくなり、日常使いの利便性が大幅に向上します。サンプリングの過程で、内部構造を4つの機能層に分割しました。4.5.1 ファスナー付き隠しポケットフロントポケットを開けると、内側に隠しファスナーポケットがあります。このポケットの深さは12cmと正確に設計されており、パスポート、航空券、名刺入れなどの薄型のアイテムを収納するのに最適です。ファスナーを閉めれば、これらのアイテムはフロントポケットの中で滑り落ちることなく、しっかりと固定されます。フロントポケットの右上部分にはキーフックも備えられています。このフックに鍵を直接掛けておけば、引っ張るだけで素早く鍵を取り出すことができます。これにより、バッグの中を鍵を探し回る手間が省け、鍵が他の電子機器の表面を傷つけるのを防ぐこともできます。4.5.2 縦型スリップポケット2つ目の収納部には、縦型のスリップポケットが4つ設けられています。一番外側の2つのポケットは幅が広く、スマートフォン、ペン、モバイルバッテリーなどの小物を収納しやすくなっています。それぞれのアイテムに専用の収納スペースが確保されているため、ユーザーは持ち物を一目で確認でき、必要なものをすぐに取り出すことができます。縦型デザインは、収納物を直立させたまま保持するのに役立ち、移動によるずれ、積み重ね、転倒を防ぎます。これにより、収納物の出し入れがより簡単かつ便利になり、ちょっとしたお出かけや毎日の通勤にも最適です。考え抜かれた区画分けにより、内部設計は日々の使用における利便性を真に高めている。 4.5.3 波型伸縮性保持ストラップ3つ目の収納部は、波型の伸縮性ストラップで固定するように設計されています。幅2.5cmの高弾性ポリエステルウェビングが裏地生地に縫い付けられ、連続した「アーチ状の橋」構造を形成しています。ストラップ部分の幅が異なるため、厚みの異なるアイテムにも対応できます。伸縮性のあるウェビングは自動的に締め付けられ、収納物の形状にフィットするため、バックパックを動かしたり揺らしたりしても、物が滑り落ちたり、内部の整理が崩れたりするのを防ぎます。固定サイズのポケットと比べて、このデザインは汎用性と適応性に優れており、様々な小物類をより柔軟に収納できます。バックパック内部を常に整理整頓された状態に保つことができ、日常使いの利便性をさらに向上させます。4.5.4 メインコンパートメント内の隠れたクッション保護キルティング加工されたエンボス構造により、裏地と中綿の間に微細な空気層が形成されます。これにより、クッション層がより柔らかく弾力性を持つだけでなく、中綿がずれることなくしっかりと固定されます。この設計は、メインコンパートメントに収納されたノートパソコンをさらにしっかりと保護します。ノートパソコンを収納すると、背面はPEパールコットンで支えられ、前面はキルティング加工されたパッド層で保護されます。この二重構造の保護により、日常的な衝撃や振動を分散・吸収し、ノートパソコンがバックパックの内壁に直接接触するのを防ぎます。混雑した環境での通勤時や、長距離の旅行でバックパックを持ち運ぶ際にも、ノートパソコンへの衝撃による損傷や傷のリスクが大幅に軽減されます。コンパートメントの上部には、水平方向のウェビング製固定ストラップも追加されています。このストラップは、吊り下げ式のノートパソコン収納部のデザインと相まって、ノートパソコンを背面パネルの中央線に沿ってしっかりと固定します。テストでは、13インチから16インチまでの4種類のノートパソコンを評価しました。保持ストラップの長さは、16インチノートパソコンの幅に合わせて設計されています。小型のノートパソコンの場合、自重で自然に下方に沈み込みますが、ストラップは上端をしっかりと固定し、バックパックが前方に傾いた際にノートパソコンの重心が外側に移動するのを防ぎます。4.6 視覚体験の向上黒と赤のツートンカラーの縁取りがバックパックに明確な構造とメリハリを与え、控えめなシルエットに視覚的な奥行きを豊かにしています。パネルの縫い目に沿って配されたコントラストカラーのトリムは、バックパック全体の形状を強調すると同時に、オールブラックの外観にさりげない彩りを添えています。過度に大胆になるのではなく、これらの綿密に考え抜かれたディテールは、バックパックの洗練された上品な美しさを保ちつつ、ユーザーの目を自然に引きつける印象的な視覚的ハイライトを生み出します。 5. 試作品の承認上記で説明した重要な細部を一つ一つ丁寧に改良した結果、この高級ナイロン製ビジネスバックパックの試作品がついに完成しました。サンプル承認はプロジェクトの終わりではなく、量産と納品の出発点です。この段階を経ることで、正式な量産開始前に、すべてのデザインコンセプトが具体化された最終製品をクライアントが直接体験することができます。この段階で、顧客は生地の色、金具の仕上げ、職人技の細部、構造寸法が期待どおりであるかどうかを慎重に確認できます。このプロセスにより、量産中に発生する可能性のあるあらゆる逸脱を防ぎ、顧客に納品される3,000個の完成品バックパックすべてが、承認されたサンプルと同じ品質基準を満たしていることを保証します。 6. よくある質問Q1:このバックパックのサンプル作成プロセスにはどれくらい時間がかかりますか?A:このプロジェクトでは金属製部品の金型を別途開発する必要があるため、最初のサンプル開発プロセスには約3週間かかります。Q2:高級バックパックにはどのようなブランドのアクセサリーが利用できますか?YKKファスナーとDURAFLEXバックルは必須ですか?他のブランドのアクセサリーも選択できますか?A:はい、付属品の選択は具体的な要件に応じて調整可能です。現在、市場には高品質な付属品サプライヤーが多数存在します。ファスナーに関しては、国産のSBSファスナーは信頼性の高い品質を提供しますが、より高い品質を求めるブランドはYKKやRIRIを選択することもできます。バックルについては、DURAFLEX、WOOJIN、FIDLOCKなどの選択肢があります。最終的な選定は、製品の予算とポジショニングに応じて、プロジェクトの要件を最適に満たすように調整されます。Q3:この高級ナイロン製バックパックは、既存のデザインに基づいてカスタマイズまたは変更できますか?A:もちろんです。生地の色、内部の収納レイアウト、ブランドロゴのデザイン、さらには全体の寸法まで、お客様のご要望に合わせて調整可能です。既存のサンプルを基に変更を加える方が、全く新しい製品をゼロから開発するよりも、迅速かつ費用対効果に優れています。Q4:大量生産における最小注文数量(MOQ)はいくらですか?A:このバックパックは複数の製造工程を経ており、熟練した職人による高い縫製精度が求められるため、大量生産の場合の最小注文数量(MOQ)は1,000個です。よりシンプルなデザインのバックパックであれば、MOQは500個まで下げることができます。Q5:金属製のロゴやジッパープルを製作する場合、最低注文数量の要件はありますか?A:特に最低注文数量の規定はありません。ただし、金属製のロゴは専用の金型製作が必要となるため、金型費用はデザインの複雑さによって約200ドルから2,000ドルとなります。お客様は注文数量に基づいて金型費用の償却額を検討する必要があります。 結論高級バックパックの製造は、単に様々な高級素材を組み合わせるだけではありません。ユーザーエクスペリエンス、耐久性、そして製品品質に関わるあらゆる細部を絶えず磨き上げていくプロセスです。素材の選定から製造技術の微調整に至るまで、すべての工程に品質へのこだわりが反映されています。このような綿密なアプローチを通してのみ、美しさ、機能性、そしてブランド価値を兼ね備えた製品を生み出し、ユーザーに日常使いのあらゆる場面で、一般的な製品をはるかに凌駕するレベルの性能と洗練さを体験していただけるのです。30年以上にわたるバックパックのOEMカスタマイズ経験に基づき、当社は量産品すべてにおいてサンプルレベルの品質基準を一貫して再現する能力を培ってきました。原材料の受入検査から、あらゆる生産工程における品質管理、そして出荷前のAQL検査に至るまで、成熟した品質管理システムを確立しています。これにより、量産されるすべてのバックパックが、承認済みの試作品と同じ品質基準を維持し、ブランドが製品ビジョンを完全に実現し、最終消費者に届けることを支援します。プレミアムバックパックのOEMカスタマイズをお探しの場合は、お気軽にお問い合わせください。 お問い合わせ プロジェクトの要件について詳しく話し合うため、いつでもご連絡ください。 著者
もっと見る
バッグをカスタマイズする際、多くのB2Bバイヤーは外側の生地にばかり注目し、裏地の選択を見落としがちです。しかし、裏地はバッグの内側の感触や見た目を左右するだけでなく、製品の耐久性、機能性、そして全体的な品質にも間接的に影響を与えます。プロのバッグメーカーとして、この記事ではツイルナイロン、ピーチスキン、シャンタン、スエード、リネンなど、業界標準の素材を含む、バッグに適した16種類の裏地素材を体系的に解説します。このガイドは、B2Bバイヤーが製品ポジショニング、予算、機能要件に基づいて最適な意思決定を行うのに役立ちます。 パート1:16種類の裏地材1. ツイルナイロン特徴斜め織りのパターンが特徴で、平織りよりも柔らかな肌触り、控えめな光沢、さりげない高級感があります。利点優れた耐摩耗性、耐引裂性、滑らかな手触り共通仕様: 210D、420Dツイルナイロン 2. 210Dナイロンリップストップ/グリッド特徴縦糸と横糸の両方に補強糸を織り込むことで、格子状または交差状のパターンを作り出す。利点優れた引裂抵抗性。損傷しても、裂け目が容易には広がりません。共通仕様: 210D、420D リップストップナイロン 3. ナイロンタフタ特徴平織り構造、滑らかな表面、明るい光沢利点しわになりにくい共通仕様: 190T、210T、230T、290T 4. ポリエステルタフタ特徴: 平織りの構造はナイロンタフタよりも光沢が少なく、擦るとかすかな「カサカサ」という音を発します。デメリット: シワになりやすい共通仕様: 170T、190T、210T、230T、240T、290T 5. ポリエステルツイルタフタ特徴: 標準的なタフタ生地を綾織り構造に改良し、柔らかな光沢を持たせた生地です。利点: より柔らかな手触り、より優れたドレープ性、より上質な印象共通仕様: 210T、230Tポリエステルツイルタフタ 6. ポリエステルポンジー特徴ポリエステルDTYテクスチャ糸で織られており、マット仕上げの平らで滑らかな表面です。利点柔らかく滑らかな肌触り、通気性に優れ、タフタよりも柔らかい。共通仕様: 190T、210T、240T、300Tタフタとの違い: ポンジーは柔らかく、マットな質感で、わずかに伸縮性があります。タフタはより硬く、光沢があります。 7. ピーチスキン/マイクロファイバーピーチ特徴極細繊維を織り上げ、表面に約0.2mmの短い毛足を作るためにブラッシング加工を施しています。利点繊細で柔らかな手触り、快適なスエードのような質感、上品な外観、温かみのある感触 8. 山東省特徴伝統的には絹織物であるが、バッグ製造においては、表面にわずかな節のあるポリエステル製の模造絹が一般的に使用される。利点本物のシルクシャンタンは、上質な品質、自然な光沢、滑らかな肌触りが特徴です。ポリエステルシャンタンは、マットな表面で、ややドライな感触です。注記本物のシルクシャンタンは高価なため、一般的にバッグの裏地には使用されません。 9. サテン/5枚綜絖サテン特徴: サテン織り構造、高い表面光沢、滑らかな手触り利点: 高級感あふれる外観、シルクのような手触り、製品の品質向上に貢献注記: 平均的な耐摩耗性。高摩擦用途には適していません。 10. ポリエステルメッシュ特徴: 通気性に優れたメッシュ構造利点: 軽量で通気性に優れ、内部のアイテムが見やすい。注記: 一般的には主要な構造裏地としては使用されず、内ポケットや仕切りとして使用されることが多い。 11. コットン裏地特徴: 天然繊維、吸湿性と通気性に優れています利点: 環境に優しく、肌に優しく、静電気も発生しません。デメリット: シワになりやすく、縮みやすく、汚れやすく、価格も高めです。 12. ラミーラミーは、綿や麻をも凌駕する最も丈夫な天然繊維であり、絹のような光沢と優れた吸湿性、通気性を兼ね備えています。バッグの裏地としてはニッチながらも、非常に差別化された選択肢と言えるでしょう。特徴: 100%天然植物繊維、長く丈夫な繊維、表面には天然の絹のような光沢があります利点: 環境に優しく生分解性があり、高強度、吸湿発散性、抗菌性、防カビ性、耐熱性デメリット: 手触りが硬く、しわになりやすく、価格が高く、色落ちしにくく、合成繊維に比べて耐摩耗性が劣る。おすすめ: 手触りやしわになりにくさを向上させるため、綿と混紡されることが多い(例:ラミー55%+綿45%)。キャンバスやリネンなどの天然素材の外装材との組み合わせに適している。 13. リネンリネンは、優れた通気性と独特の素朴な風合いで知られる、古くから親しまれてきた天然繊維です。バッグの裏地としてはニッチながらも非常にスタイリッシュな選択肢であり、特に自然な美しさやサステナビリティを追求する製品に適しています。特徴: 100%天然植物繊維、自然な質感と表面のほのかな光沢が、素朴で高級感のある雰囲気を醸し出しています。利点: 環境に優しく生分解性があり、優れた吸湿性と通気性、抗菌性と防臭性、高強度、優れた放熱性、ひんやりとした肌触りデメリット: 手触りが硬く、しわになりやすく、元に戻しにくい。耐摩耗性は平均的。収縮率が高く、価格が高い。染色堅牢度は平均的。おすすめ: 柔らかさと防シワ性を高めるために綿と混紡されることが多い。使用前に縮み防止処理が必要。染色や色あせの問題を最小限に抑えるため、未加工やベージュなどの天然色を推奨。 14. 竹繊維近年、環境に優しいバッグ分野で竹繊維が人気を集めています。農薬や化学肥料を使わずに急速に成長する再生可能な竹から作られるため、二酸化炭素排出量が非常に少ないのが特徴です。天然の抗菌性と柔らかな手触りも相まって、環境への配慮と機能性を兼ね備えた理想的な裏地素材となっています。特徴:100%天然再生繊維、「バンブークン」抗菌成分配合、柔らかく滑らかな肌触り利点: 環境に優しく生分解性があり、天然の抗菌・静菌特性を持ち、綿よりも優れた吸湿性と通気性を備え、柔らかな肌触りで、紫外線耐性があり、優れた消臭特性を備えています。デメリット: 湿潤強度が低い(濡れると強度が低下する)、耐摩耗性は平均的、価格は高め、収縮しやすい、濃色堅牢度は平均的おすすめ: 綿やポリエステルと混紡することで、湿潤強度と耐摩耗性を向上させることができます。防縮加工が必要です。淡色をお勧めします。 15. スエードスエードは、表面にきめ細かくベルベットのような起毛がある革素材で、本革スエード(牛革、羊革、豚革の裏側)と合成スエード(マイクロファイバー合成スエード)に分けられます。バッグの裏地として、その贅沢な手触りと優れた保護性能で知られ、高級バッグの定番素材となっています。特徴:表面は細かく密度の高い起毛で覆われており、柔らかく温かい手触りで、非常に高い視覚的・触覚的品質を誇ります。利点: 贅沢なほど柔らかな手触り、優れた滑り止め性能(バッグの中で物が滑り落ちるのを防ぎます)、強力なクッション性と保護性能(ジュエリー、眼鏡、電子機器などのデリケートなアイテムを保護します)、本革スエードバージョンは優れた耐久性を備え、製品全体の価値を高めます。デメリット: 本革は高価で、埃や汚れが付きやすく、濃い色は色落ちしやすく、濡れると硬くなり変形しやすく、比較的重く、合成スエードは通気性が悪い。おすすめ: 本革スエードは高級製品に適しています。中級製品にはコスト削減のためマイクロファイバー合成スエードを使用できます。日常使いのバックパックやアウトドアバッグなど、広い面積に使用するのには適していません。淡色のアイテムは、色移りを防ぐため、濃色のスエードとの直接接触を避けてください。 16. 羊皮/子羊皮特徴:最も柔らかい革の一つ、細かい毛穴、軽量で手触りが良い利点:非常に柔らかな手触り、自然で上品な光沢、牛革よりも軽量デメリット:耐摩耗性が低い、傷がつきやすい、価格が高い、丁寧なメンテナンスが必要注:羊皮の裏地は、狭い場所での使用や軽量バッグに適しています。 パート2:機能性裏地材1. 防水裏地プロセス: タフタ、ポンジー、またはオックスフォード生地をベースとし、PA/PU/PVCコーティング処理を施したもの利点: 防水性、防湿性、防カビ性 2.帯電防止ライニングプロセス: 織り工程または仕上げ工程で添加される導電性繊維利点: 静電気による埃の付着を防ぎ、電子機器を保護します。 3. 難燃性ライニング工程:リン系またはリン・窒素相乗効果のある難燃剤を主に使用する後処理含浸法。パディング・乾燥・ベーキング工程を経て、難燃剤を繊維表面または繊維内部に固定する。特徴:上記の難燃処理により、特定の防火基準を満たしています。 4. 抗菌裏地抗菌裏地とは、繊維の織り工程や仕上げ工程で抗菌成分を組み込んだ特殊な裏地で、生地に細菌の増殖を抑制し、臭いを軽減する能力を与えるものです。特徴: 繊維改質や仕上げ加工によって、生地に持続的な抗菌性が付与される。一般的な抗菌成分としては、ナノ銀イオン、亜鉛イオン、銅イオン、第四級アンモニウム塩、天然竹粕抽出物などが挙げられる。利点: 大腸菌や黄色ブドウ球菌などの一般的な病原菌の増殖を効果的に抑制し、袋内部の汗や食品残渣による臭いを軽減し、袋の洗浄サイクルを延長し、製品の衛生と安全性のイメージを高めます。また、一部の成分は防カビ性も備えています。デメリット: 抗菌効果は洗濯によって徐々に低下する(特に仕上げ用タイプで顕著)、銀イオン含有製品はコストが高い、一部の化学抗菌剤は皮膚刺激の懸念がある、抗菌剤がOEKO-TEXまたはREACH環境基準に準拠しているかどうかを確認する必要がある パート3:バッグの種類に基づいて裏地を選ぶ方法バッグの種類推奨裏地根拠ビジネス用ノートパソコンバックパックツイルナイロン、ポンジー、帯電防止裏地耐摩耗性、帯電防止機能を備え、電子機器を保護し、手触りが良く、プロフェッショナルな外観です。アウトドアハイキング用バックパック210Dナイロンリップストップ、ナイロンオックスフォード、防水コーティング裏地耐引裂性、防水性、耐久性、軽量ファッションレディースバッグピーチスキン、シャンタン、サテン、シープスキン上質な手触り、品質向上、洗練された視覚的魅力化粧品/トイレタリーバッグピーチスキン、ポリエステルタフタ、ナイロンタフタ、竹繊維、抗菌裏地柔らかく、美しく、お手入れが簡単で、防水性も良好です。学生用バックパックポンジー、ポリエステルツイルタフタコスト効率が良く、耐久性があり、色彩豊かで、環境に優しいコンセプトが人気です。ツールバッグ/工業用バッグナイロンオックスフォード、防水コーティング裏地、難燃性裏地耐摩耗性、防水性、メンテナンスが容易、高い安全性環境に優しいコンセプトバッグコットン裏地、RPETリサイクルポリエステル、リサイクルナイロン、竹繊維、ラミー、リネン環境に優しく、肌に優しく、持続可能で、ブランド差別化につながるトロリーケース/トラベルバッグナイロンオックスフォード、ポリエステルタフタ、ポンジー耐摩耗性、軽量、メンテナンスが容易、コスト管理が容易スポーツ/ジムバッグポリエステルメッシュ、ポンジー、防水コーティング裏地、竹繊維通気性、速乾性、軽量性、抗菌性、消臭性子供用バッグ/マタニティバッグ綿裏地、竹繊維、ピーチスキン、抗菌裏地肌に優しく安全、抗菌性、ソフト、環境に優しいジュエリー/アクセサリー収納バッグスエード、ピーチスキン、サテンクッション保護、滑り止め、高級感のある手触り、傷防止イブニングバッグ/クラッチバッグサテン、シープスキン、シャンタン、ピーチスキン豪華な光沢、プレミアム品質、軽量でエレガント写真撮影用機材バッグ帯電防止裏地、ナイロンタフタ、防水コーティング裏地精密機器を保護し、防湿性、帯電防止性を備えています。ダイビング/ウォータースポーツ用バッグリサイクルナイロン、防水コーティング裏地、ナイロンタフタ速乾性、環境に優しい、耐久性ミリタリー/タクティカルバッグ210Dナイロンリップストップ、ナイロンオックスフォード、難燃性裏地、抗菌裏地極めて高い耐久性、耐引裂性、安全基準適合高級レザーバッグシャンタン、シープスキン、スエード、コットン裏地本革の外装にマッチし、統一感のある質感で、高級感を演出します。折りたたみ式収納バッグ/軽量バッグナイロンタフタ、ポリエステルタフタ、RPET超軽量、折りたたみ簡単、低価格、環境に優しい選択肢シューズバッグ/通気性のある収納部ポリエステルメッシュ、ポンジー通気性、視認性、軽量、防カビ性ギフトバッグ/プロモーションバッグポリエステルタフタ、ポンジー、RPET低コスト、鮮やかな色彩、印刷可能なロゴ、環境に優しいというセールスポイント夏用カジュアルバッグ/ビーチバッグリネン、ラミー、コットン裏地、ナイロンタフタ通気性と涼しさ、自然な風合い、吸湿発散性 第4部:裏地を選ぶ際の重要な考慮事項1. 製品品質のポジショニング裏地は、バッグを開けるたびにユーザーが直接触れる素材です。その触感は、製品の第一印象と知覚価値を直接左右します。最高級の贅沢なタッチ: ピーチスキン、シャンタン、サテン、シープスキン、スエードなどを検討してみてください。中級ビジネス向けタッチ: ツイルナイロン、ポリエステルツイルタフタ、ポンジーなどを検討してみてください。大衆市場: 210Dポリエステル、ポリエステルタフタを検討してみてください。自然で素朴な雰囲気: コットン裏地、リネン、ラミー、竹繊維など、自然な美しさとサステナブルなコンセプトに適した素材をお選びください。ヒント: 裏地の手触りは、外側の素材の質感と調和するべきです。例えば、本革の外側にはシープスキンやシャンタンの裏地が、キャンバス地の外側にはコットンやリネンの裏地が、ナイロンの外側にはナイロン系の裏地がよく合います。 2. 製品の機能要件バッグの使用シナリオとターゲットユーザーに基づいて、機能的な裏地を選ぶことは非常に重要です。防水・防湿裏地:アウトドアバッグ、クーラーバッグ、ツールバッグ、レインギアバッグには、防水コーティングされた裏地(PA/PU/PVCコーティング)が必要です。帯電防止裏地: ノートパソコンバッグ、カメラバッグ、精密機器バッグは、静電気による埃の付着や電子部品の損傷を防ぐため、帯電防止裏地を使用しなければなりません。難燃性裏地: 工業用工具バッグ、消防士用装備バッグ、特殊作戦用バッグは、特定の難燃性基準を満たす必要があります。これらの製品については、外装材と内装材の両方について難燃性要件を検討することをお勧めします。抗菌・消臭裏地: スポーツバッグ、ジムバッグ、マタニティバッグには、竹繊維や抗菌加工を施した裏地を使用することで、細菌の増殖を抑制し、臭いを軽減することができる。通気性と視認性に優れた裏地: スポーツバッグ、シューズバッグの仕切り、ペットキャリーバッグなどには、通気性に優れ、中身が見やすいポリエステルメッシュ素材を使用できます。 3. コスト予算低価格帯:ポリエステルタフタ(170T~210T)、ポンジー(190T~210T)、ポリエステルメッシュ ― 大量生産品、販促品、学生用バックパックに適しています。中価格帯:ナイロンオックスフォード(210D~420D)、ツイルタフタ、サテン、ナイロンタフタ、210Dナイロンリップストップ ― 中価格帯市場、ビジネスバッグ、アウトドアバッグに適しています。高価格帯:ツイルナイロン、ピーチスキン、シャンタン ― 中級から高級市場向け、ファッショナブルな女性用バッグ、高級旅行バッグに適しています。超高級価格帯:スエード、シープスキン、本革シルクシャンタン ― 高級市場、ハイエンドなカスタマイズに適しています。 結論裏地は小さいながらも、バッグの全体的な品質とユーザーエクスペリエンスに直接影響します。プロのバッグOEM/ODMメーカーとして、当社は豊富な裏地リソースライブラリを保有しています。お客様の製品ポジショニング、予算、機能要件に基づいて、最適な裏地ソリューションをご提案できます。ポンジーでコスト効率を追求する場合でも、ピーチスキンやシャンタンでプレミアム品質を追求する場合でも、環境に配慮した素材をお選びいただけます。 RPET そして リサイクルナイロン弊社では、ワンストップのカスタマイズサービスをご提供できます。信頼できるバッグのカスタマイズパートナーをお探しでしたら、サンプルと見積もりについてお気軽にお問い合わせください。 著者
もっと見る
目次Ⅰ.ブランドの成功にとって適切な革を選ぶことが重要な理由Ⅱ.本革の物理的特性を理解するⅢ.ブランドマッチングフレームワークⅣ.サプライチェーンリスク管理Ⅴ.OEM工場がお客様の革の選択を正しく実行していることを確認する方法Ⅵ. よくある質問Ⅶ.結論 Ⅰ. ブランドの成功にとって、適切な革を選ぶことが重要な理由革製品ブランドにとって、本革はハンドバッグを作るための原材料以上の意味を持つ。それは、ブランドのアイデンティティを確立し、製品の品質を伝え、顧客体験全体を向上させるための重要な媒体なのである。 実際には、新興ブランドや購買チームの中には、よくある落とし穴に陥ることがある。それは、価格や最新のトレンドだけに基づいて革を選び、その素材がブランドのポジショニングに本当に合致しているかどうかを見落としてしまうことだ。 この不一致は、新製品発売後の早期摩耗、色移り、変形といった一連の問題を引き起こす可能性があります。また、同一生産ロット内での色のばらつきによる顧客からの苦情の増加、最終小売価格に反映されない高級皮革の無分別な使用によるコストの膨張、さらには低品質な素材によるブランドイメージの低下といった問題も発生する可能性があります。 ハンドバッグの手触り、構造的な強度、耐久性、そしてメンテナンスの容易さは、すべて革の種類によって大きく左右されます。適切な素材を選ぶことは、オリジナルのデザインコンセプトを実現するだけでなく、より健全なコスト構造を生み出し、ブランドがアフターサービスにおける潜在的なリスクを積極的に管理することを可能にします。 このガイドは、ブランド製品マネージャー、調達チーム、製品開発担当者を対象としています。本ガイドの目的は、本革選定のための実践的で包括的なフレームワークを確立し、意思決定者が経験に基づく購買から脱却し、より体系的で標準化された調達方法を開発できるよう支援することです。 Ⅱ. 本革の物理的特性を理解する本革は動物の皮から作られ、自然に形成された繊維構造が特徴です。なめし方法、皮の産地、皮の層の違いによって、革の物理的特性は大きく異なります。これらの基本を深く理解することが、情報に基づいた科学的な皮革調達の意思決定の基盤となります。 2.1 革の分類:フルグレインレザーとスプリットレザー2.1.1 フルグレインレザーフルグレインレザーは、皮革の最外層から採取され、天然のグレイン(木目)と密に織り込まれた繊維構造を完全に保持しています。利点:優れた引張強度、抜群の通気性、豊かな天然の木目模様、高級感のある外観と手触り、そして卓越した耐久性を備えています。デメリット:高品質の皮革は比較的希少であるため、価格が高くなります。また、革に大幅な表面処理を施さない限り、傷跡や成長痕など、動物の生涯に由来する自然な痕跡が残る場合があります。 2.1.2 スプリットレザースプリットレザーは、天然の銀面層を取り除いた後の、銀面層の下にある繊維層から作られます。仕上げ工程によって、主にスエードとバイキャストレザーの2種類に分けられます。スエード:スエードは、PUやPVCフィルムコーティングを施さずに、スプリットレザーの繊維を研磨して起毛させることで作られます。自然な柔らかさと起毛感があり、独特のスエードのような手触りが特徴です。ハンドバッグの裏地としてよく使われるほか、カジュアルやヴィンテージ風の外装デザインにも使用できます。バイキャストレザー:バイキャストレザーは、スプリットレザーの表面にPUまたはPVCフィルムコーティングを施し、天然の革の質感を再現したものです。比較的均一な外観と優れた耐摩耗性を持ちますが、通気性は劣ります。厳格なコスト管理が求められる製品の外装面によく使用されます。主な特徴:どちらのタイプのスプリットレザーも、一般的にフルグレインレザーよりも屈曲抵抗が低い。特にバイキャストレザーは、繰り返し曲げたり長期間使用したりすると、最終的に表面コーティングにひび割れや剥がれが生じる可能性がある。用途:スエードは、カジュアルまたはヴィンテージな美学を持つハンドバッグの裏地や外装デザインによく使用されますが、バイキャストレザーは、コスト重視の製品の外装材としてより一般的に使用されます。 2.2 皮革調達時に評価すべき主要な物理的特性2.2.1 引張強度と構造支持強度:繊維構造が密な革は、高い引張強度と優れた構造的サポート力を備えているため、しっかりとした構造のハンドバッグに適しています。柔らかさと構造的なサポート:羊皮などの柔らかい革は、繊維構造が比較的緩く、構造的なサポート力が限られています。そのため、柔らかく、ゆったりとした、またはドレープ感のあるハンドバッグのデザインに適しています。構造的安定性:革を選ぶ際には、バッグにどのような構造を持たせたいかを常に考慮する必要があります。柔らかい革は、しっかりとしたデザインに使用すると形崩れしやすい一方、硬すぎる革は、柔らかく自然なドレープ感のあるスタイルには適さない場合があります。 2.2.2 耐摩耗性および耐擦傷性高い耐摩耗性:グレインレザーや型押しレザー(ペブルドレザーなど)は、一般的に表面コーティングが比較的厚く、耐摩耗性に優れています。そのため、日常的に頻繁に使用するハンドバッグに適しています。個性的な素材:ワックス加工された革は、使用中に目立つ傷がつきやすい性質があります。ただし、小さな傷であれば、体温で表面を優しくこすることで目立たなくしたり、軽減したりできる場合が多くあります。そのため、傷一つない完璧な外観を求めるお客様にはお勧めできません。 2.2.3 色堅牢度色堅牢度は、ISO 11640やGB/T 39366などの関連規格を参照しながら、乾式および湿式摩擦試験の両方によって評価する必要があります。警告:濃色の革やウォッシュ加工された革は、色落ちのリスクが高くなります。湿潤摩擦堅牢度が規定の基準(通常、適用要件に応じてグレード3~4未満)を満たさない場合、革の色が淡色の衣類に容易に移染する可能性があります。 2.2.4 吸水性と環境安定性植物タンニンなめし革:植物タンニンなめし革は、湿気にさらされると永久的な水染みができやすい性質があります。環境安定性:一部のスプレー塗装は、極端な温度変化によって脆くなったり、ひび割れたり、劣化したりする場合があります。調達に関する推奨事項:湿度の高い地域や高温の地域向けの注文については、ブランドは耐水性試験に加え、必要に応じて高温・低温試験を実施することを検討すべきです。 2.2.5 引裂強度ヤギ革のような薄くてしなやかな革の場合、ストラップの取り付け部、ハンドルの付け根、金具の開口部など、負荷のかかる部分の引き裂き強度に特に注意を払う必要があります。 Ⅲ. ブランドマッチングフレームワーク最適な革は、4つの重要な側面を評価することで特定できます。 3.1 ブランド価格ポジショニング高級デザイナーブランド/ラグジュアリーライン:フルグレイン牛革と山羊革を優先的に使用する。革本来の風合いと質感を保ち、表面のコーティングを最小限に抑え、本物らしさ、自然な美しさ、そして素材の希少性を強調する。中価格帯のサステナブルな高級ブランド:環境に配慮した最高級のグレインレザー(植物タンニンなめし革など)を検討することで、プレミアムな品質と供給の安定性を両立させつつ、ブランドのサステナビリティに関するメッセージを強化することができます。マスマーケット向けファッションレザーグッズ:高品質のフィルムコーティングされたスプリットレザーを選択的に使用することで、一貫した外観を維持しながらコストを抑えることができます。 3.2 対象消費者と利用シナリオ耐久性を重視するビジネスユーザーや通勤ユーザーには、型押し加工を施した牛革(ペブルドレザーやクロスグレインレザーなど)や、表面加工を施した牛革がおすすめです。これらの革は表面コーティングが安定しているため、傷がつきにくく、メンテナンスも比較的簡単です。個性重視の素材:ワックス加工された革は傷がつきやすく、革本来の風合いを好む消費者に適しています。若く、ファッションに敏感で、美観を重視する消費者層には、柔らかくしなやかなレザーと豊富なカラーバリエーションが最適です。ナッパレザーや軽くタンブル加工されたレザーは、自然でリラックスした現代的な印象を与えます。アウトドアやヴィンテージスタイルがお好きな方へ:植物タンニンなめしの革は最適な選択肢です。使い込むほどに色が深まり、独特の風合いが生まれるため、それぞれの製品が時を経て個性的な経年変化を遂げます。 3.3 製品構成ブリーフケースやトートバッグなどの構造的なバッグ:これらには、植物タンニンなめし革(ハードツールレザーと呼ばれることもある)のように、繊維構造が密で引張強度が高い丈夫な牛革が必要です。ソフトクラウドバッグとショルダーバッグ:これらは、比較的繊維構造が緩く、柔らかくしなやかな手触りの革、例えば羊皮や柔らかいナッパレザーなどに適しています。基本原則:ハンドバッグの構造上、使用できる革の種類は必然的に制限される。柔らかい革は補強なしではしっかりとしたシルエットを支えることができず、逆に硬すぎる革は柔らかく自然な折り目やドレープを生み出すことが難しい。 3.4 ブランドの中核的価値提案持続可能性と天然素材を重視したブランド:可能な限り、仕上げが過剰な革やコーティングされた革は避けましょう。ドラム染色、アニリン染め、セミアニリン染め、または軽く仕上げた植物タンニンなめしの革、さらにLWG認証などの環境認証を取得している製革業者から調達した革を優先的に選びましょう。ミニマリスト的な耐久性を重視するブランド:構造的に安定した高性能なフルグレイン牛革を優先し、不必要なアフターサービスクレームにつながる可能性のある繊細な素材の使用を減らす。実践的な推奨事項:自社ブランド専用のレザーデータベースを構築しましょう。新製品を開発する前に、候補となるレザーを上記の4つの基準に基づいて評価し、スコアを付けましょう。このアプローチにより、不要なサンプル作成や開発コストを大幅に削減できます。 Ⅳ. サプライチェーンリスク管理高度に均一な工業プロセスで製造できる合成皮革とは異なり、本革は動物の皮から作られるため、一枚一枚に自然なばらつきがある。 この固有のばらつきは、皮革調達における最も重要なリスク要因の一つでありながら、しばしば見落とされがちである。 4.1 2つの主要な自然災害とその対処法4.1.1 バッチ間およびテクスチャのばらつき:一貫性のリスク:動物の生育環境、気候、季節、自然な成長パターンなどの要因により、すべての皮はそれぞれ固有の特徴を持っています。同じ工場で同じ革製品を生産したとしても、生産ロットごとに100%同じものを作ることは不可能です。推奨される解決策:量産前に厳格な限界サンプルシステムを確立する。色のばらつき、木目の違い、自然な痕跡、その他の視覚的特性について許容範囲を明確に定義した参照サンプルを承認し、封印する。追加の推奨事項:大量生産時に、選択的な裁断と品質管理を可能にするため、一定量の予備の革を確保しておくこと。 4.1.2 環境および規制遵守に関するリスク: 皮革製品に対する環境および規制上の要件は、世界中でますます厳格化している。主な懸念事項としては、重金属、使用が制限されているアゾ染料、揮発性有機化合物(VOC)、および動物由来のトレーサビリティ要件などが挙げられる。推奨されるアプローチ:欧州および米国市場向け製品の場合、生産発注前に皮革の適合性を確認する必要があります。材料は、該当するEU REACH規則の関連規定を含む、適用される規制要件を満たしている必要があります。 4.2 ブランド向けの実践的な推奨事項主要皮革素材:納期を守り、一貫した品質を確保するため、生産能力が安定している、実績のある成熟した皮革を選定します。特殊素材またはニッチ素材:ブランドは、ある程度の自然な不完全さを受け入れる準備をしておく必要があります。これらの特性は、購入前に顧客に明確に伝え、期待値を適切に管理する必要があります。保管サンプル:革の大量生産バッチごとに、保管サンプルを保管してください。トレーサビリティ:品質に関する紛争が発生した場合、保管されたサンプルはトレーサビリティに関する重要な証拠となり、ブランドの評判を守るための重要な安全策となります。 Ⅴ. OEM工場がお客様の革の選択を正しく実行することを確実にする方法革の方向性が決定したら、OEM工場がサンプル作成、工程最適化、量産を担当します。選ばれた革が最終製品にうまく反映されるかどうかは、ブランドが開発プロセスの初期段階で4つの重要なステップを踏むかどうかに大きく左右される。 5.1 評価プロセスにOEM工場を早期に参画させる初期サンプル段階で、OEM工場に選定した革を3つの観点から評価してもらうよう依頼してください。製造の複雑さ:選択した革が、必要な構造および製造技術に適しているかどうかを評価します。材料収量と切断損失:各皮からどれだけの使用可能な材料が得られるか、また、天然の欠陥が切断効率にどのような影響を与えるかを評価する。特別な加工要件:革に特定の裁断、漉き、縁の塗装、縫製、または仕上げ加工が必要かどうかを特定してください。主な利点:早期評価により、生産開始前に潜在的な問題を特定し、導入リスクを軽減し、開発サイクルの後半における高額な修正を最小限に抑えることができます。 5.2 品質要件を定量化可能な基準に変換する「柔らかな手触り」や「参考サンプルに近い色」といった説明だけに頼るのは避けましょう。可能な限り、測定可能な仕様を提供してください。具体的には、以下の項目を含めてください。許容厚さ公差許容される色差許容される欠陥の最大サイズ許容される欠陥頻度と分布サプライチェーンの整合性:OEM工場は、サプライチェーン全体を通して一貫性を確保するために、これらの要件を皮革サプライヤーに直接伝える必要があります。 5.3 工場のサプライチェーンリソースを活用する実績のあるOEMメーカーは、大手製革業者や皮革供給業者と長期的な関係を維持していることが多い。競争力のある価格設定:ブランドがより競争力のある価格を交渉できるよう支援します。生産能力:生産能力の確保や資材配分の優先順位付けに役立ちます。材料試験:皮革の試験を調整し、バッチレベルの品質管理を行うことができます。リスク軽減:これにより、ブランドが上流のサプライヤーと直接取引する際に生じるコミュニケーションの負担や品質リスクを大幅に軽減できます。 5.4 十分な開発時間を確保し、スケジュールを短縮しない開発プロセス:開発プロセスは、最初のプロトタイプと確認サンプルから試作サンプル、そして最終的に量産へと段階的に進むべきである。試験と調整:皮革の試験、工程調整、および生産検証には十分な時間を確保する必要があります。リスク管理:十分な開発期間を確保することは、量産リスクを低減する最も効果的な方法の一つです。 Ⅵ. よくある質問より的確な判断を下せるよう、ブランド各社が本革を調達する際によく尋ねる質問の中から、特に多い7つの質問をまとめました。 Q1:傷や木目が不均一な天然皮革は、品質が悪いということでしょうか?A:必ずしもそうとは限りません。これらは欠陥ではなく、本革本来の特性です。客観的な事実:高品質のフルグレインレザーは、合成皮革のように完全に無傷であることは不可能です。首元のしわや成長痕といった自然な痕跡は、高級フルグレインレザーの正常な特徴であり、むしろその真正性の証となる場合もあります。品質評価:天然素材特有の傷は、ハンドバッグの目立つ部分に集中しており、全体の外観に重大な影響を与える場合にのみ、一般的に許容できないものとみなされるべきです。推奨事項:生産開始前に、ブランドは工場と明確に承認された限界サンプルを作成し、天然の傷の許容位置、サイズ、種類を定めるべきです。これにより、量産時の紛争を防ぐことができます。 Q2: 植物タンニンなめし革 ファッションハンドバッグの大量生産に適していますか?A:慎重な検討が必要であり、一般的にはニッチな、ヴィンテージ風の製品ラインに適しています。利点:紛れもない自然な外観、独特の個性、そして他の種類の革では容易に再現できない本物の風合いを提供します。欠点:その物理的特性は環境条件の影響を受けやすい。水垢が発生しやすく、長時間光にさらされると変色する可能性があり、より厳密な処理条件が必要となり、ロット間の色むらが避けられない。推奨用途:特に、ニッチなヴィンテージコレクションや、職人技と手作りの美学を重視した製品に適しています。生産上の考慮事項:大量生産と極めて均一な外観が求められるファストファッション製品の場合、ブランドは植物タンニンなめし革の使用には注意を払うか、半植物タンニンなめし革またはクロムなめし革の代替品を検討する必要があります。 Q3:ヨーロッパおよび米国への輸出注文用の皮革を調達する際に必要な検査は何ですか?A:規制遵守は、国際市場に参入するための基本的な要件です。基本的な検査項目には、アゾ染料、重金属含有量、ホルムアルデヒド、およびVOC(揮発性有機化合物)が含まれます。追加要件:国やブランドによっては、動物の皮のトレーサビリティと原産国を証明する書類の提出を求める場合があります。ベストプラクティス:ブランドは、皮革サプライヤーに対し、該当する場合はLWG認証を受けた上流の製革業者を示す証拠、および関連するEU REACH要件への準拠を示す試験報告書など、関連するコンプライアンス文書を要求することを検討すべきです。ビジネス価値:これらの書類は、欧米の高級市場に参入する際の重要な資格証明として役立ちます。 Q4:サプライヤーの「フルグレインレザー」が本物かどうかをどのように確認できますか?A:断面を調べて、圧力試験を実施してください。圧力テスト:革の表面を指で軽く押してください。本革(フルグレインレザー)は通常、圧力がかかった部分から外側に向かって細かい自然なシワが放射状に広がり、手を離すと比較的すぐに元の状態に戻ります。目視検査:革の断面を調べます。本物のフルグレインレザーは一般的に、密度が高く自然な構造の繊維パターンを示します。最も信頼できる方法:正式な協力関係を結ぶ前に、必要に応じて第三者機関による材料試験報告書を請求してください。客観的な試験データは、材料に関する主張を検証する最も信頼できる方法です。 Q5:フルグレインレザーはスプリットレザーよりも常に優れているのでしょうか?A:いいえ。この2つの素材は単に皮の異なる層から採取されるもので、それぞれ異なるブランドや製品の要件に適しています。フルグレインレザー:フルグレインレザーは、革本来の銀面層を保持しており、一般的に通気性に優れ、より本格的な銀面感を醸し出します。中級から高級製品によく使用されます。スプリットレザー:スプリットレザーは、原皮を分割した後に製造され、さらに表面コーティングで仕上げられる場合があります。材料費が安く、表面の欠陥が少なく、材料の利用効率が高いため、価格に敏感で、一貫した外観が求められる大量生産製品に適しています。基本原則:絶対的な「優劣」の序列は存在しない。最適な革とは、ブランドのポジショニングと製品の用途に最も合致する革のことである。 Q6:ナッパレザーは本革ですか?価格帯はどのくらいですか?A:ナッパレザーとは、特定の革の等級というよりも、主に加工方法と特徴的な手触りを指します。ナッパレザーの特徴は、並外れた柔らかさ、滑らかで洗練された表面、そして比較的軽い仕上がりです。フルグレインナッパレザー:最高級のカテゴリーで、革本来の自然な木目と毛穴をそのまま残しています。補正グレインまたはトップグレインナッパレザー:表面を軽く補正・仕上げた、主流のカテゴリーのレザー。「ナッパグレイン」として販売されているスプリットレザーまたは合成素材:一部のサプライヤーは、PUコーティングされたスプリットレザーまたはマイクロファイバー素材を説明するために、「ナッパ」または「ナッパスタイル」という用語を使用する場合があります。重要なポイント:「ナッパ」という言葉だけでは、革の品質や真正性を証明するものではない。 Q7:革の種類によって、メンテナンスの難易度やアフターサービスのリスクはどのように異なりますか?A:製造およびアフターサービスのリスクの観点から、革の種類は一般的にリスクの低いものから高いものへと以下のようにランク付けできます。補正グレイン・クロムなめし牛革/コーティングレザー:これらの素材は通常、よりしっかりとした表面コーティングが施されており、優れた耐水性と防汚性を備えているため、比較的メンテナンスが容易で、アフターサービスのリスクが最も低いという特徴があります。フルグレイン・クロムなめし牛革:日常的な使用に対してある程度の自然な耐性があり、小さな傷は時間の経過とともに表面に馴染むことがあります。ナッパレザー:明るい色合いが柔らかく贅沢な肌触りをもたらしますが、爪痕や引っかき傷が目立ちやすいという欠点があります。鋭利なものとの接触は避けてください。タンブルレザー:その独特の質感は小さな傷や汚れを目立たなくするのに役立ちますが、種類によっては水分を吸収しやすく、水染みができやすいものもあります。植物タンニンなめし革:これは最もデリケートな素材の一つです。水に触れると色が濃くなったり、油分を吸収したり、傷がつきやすくなったりします。これらの特性は植物タンニンなめし革に固有のものであり、必ずしも品質上の欠陥とはみなされないことを、お客様に明確に伝える必要があります。事前に期待値を調整することで、アフターサービスにおけるトラブルを大幅に減らすことができます。 Ⅶ. 結論本革製ハンドバッグの独特な魅力は、天然皮革ならではの他に類を見ない個性と質感にある。 真の調達術とは、最も高価な素材や最も安価な素材を盲目的に追い求めることではありません。ブランドイメージ、デザイン性、製品性能、そしてコスト構造のバランスが取れた素材を見極めることなのです。 革の選定は、主観的な当てずっぽうで行うべきではない。標準化された体系的な意思決定プロセスであるべきだ。 厳格な評価枠組みを確立し、適切な材料試験を実施し、効果的なリスク管理を導入することで、ブランドは皮革、デザイン、製造プロセスがシームレスに連携することを保証できる。 本革本来の特性を尊重し、調達プロセスを合理的に計画することは、成功する製品を生み出す上で不可欠であるだけでなく、持続可能で長期的な皮革製品ブランドを構築するためにも不可欠である。 本革ハンドバッグのOEM製造を専門とする30年の経験を持つサプライチェーンパートナーとして、 シンベリー 皮革の選定、素材性能試験、サンプル開発、大規模生産まで、エンドツーエンドのサポートを提供します。 私たちは、ブランドが素材選定から完成品の納品まで、プロセスのあらゆる段階を連携させることで、高品質の皮革を商業的に実現可能な、生産準備の整った製品へと円滑に転換できるよう支援します。 著者
もっと見る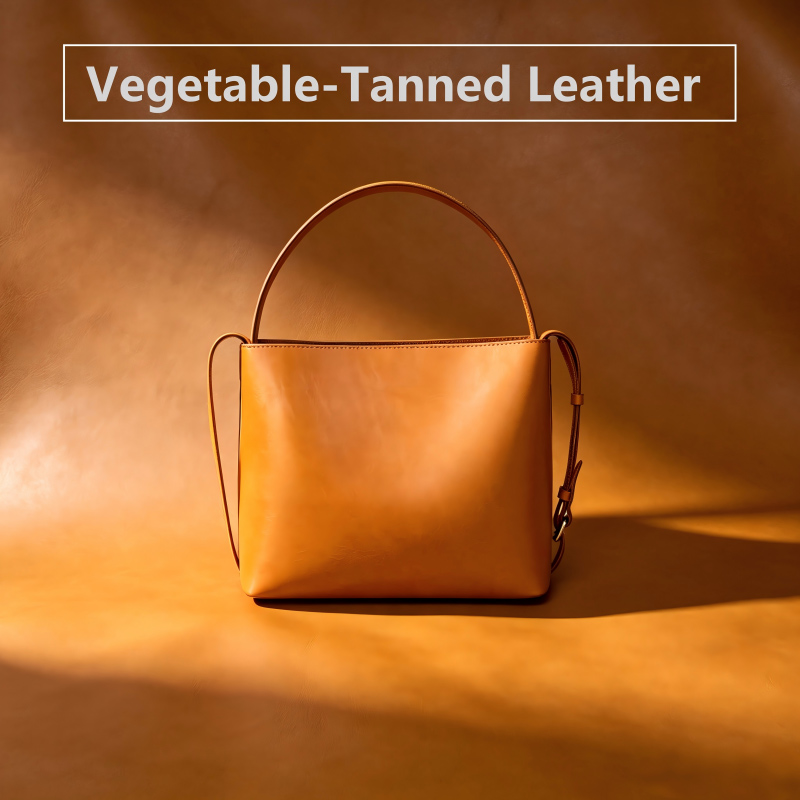
植物タンニンなめし革は、多くのコーティング革や合成皮革にはない特性、つまり使い込むほどに味わいが増すという点から、しばしば選ばれます。日光に当たると徐々に色が濃くなり、頻繁に使うことで表面は次第に滑らかになります。また、手の自然な油分によって、角、持ち手、折り目、バックル周辺などに濃い色合いが生まれます。この視覚的な特徴により、植物タンニンなめし革は多くの革製品ブランド、ギフト会社、ヴィンテージスタイルの製品開発者の間で人気を集めています。彼らは、植物タンニンなめし革ならではの「経年変化」を高く評価しています。完成した製品は、日常使いを通して徐々に唯一無二の風合いを帯び、持ち主だけの個性的な痕跡を残していくのです。この変化していく特性こそが、他の種類のなめし革とは一線を画す、植物タンニンなめし革の最大の特徴と言えるでしょう。目次:植物タンニンなめし革とは?植物タンニンなめし革 vs. クロムなめし革植物タンニンなめし革の利点と限界バッグ業界において、植物タンニンなめし革はどのような用途に適しているのでしょうか?植物タンニンなめし革に適したロゴ技法よくある質問 I. 植物タンニンなめし革とは?植物タンニンなめし革とは、加工済みの動物の皮を、植物由来のなめし剤(タンニン)を用いた制御されたなめし工程を経て、安定した革へと変化させた革のことです。動物の皮は、剥がれた直後は基本的にタンパク質の塊であり、自然に分解していく性質を持っています。それを耐久性のある革に変えるには、なめし剤が皮のコラーゲン繊維と架橋結合を形成する必要があります。タンニンはコラーゲン構造と結合することで、革の耐腐食性を向上させると同時に、特有のしっかりとした質感、自然な風合い、優れた加工性、上質なエッジ、そして独特の経年変化といった特性を与えます。現代の皮革製造において主流となっているクロムなめし工程では、三価クロム塩が用いられ、生産速度が速く、コストが低く、仕上がりの革がより柔らかくなるという利点があります。一方、植物タンニンなめしは、人類が何千年にもわたって使用してきた伝統的な製法です。樹皮、木材、葉、果実、種子鞘などの植物から天然タンニンを抽出し、革の繊維を数週間から数ヶ月かけて徐々に「定着」させていきます。このゆっくりとした工程こそが、植物タンニンなめし革のあらゆる特徴の基盤となっている。長時間のなめし工程とタンニンの深い浸透により、植物タンニンなめし革の繊維構造は徹底的に変化します。完成した革はしっかりとして密度が高く、磨き上げることで滑らかで鏡面のようなエッジを実現できます。これはクロムなめし革では難しいことです。同時に、この製法では重厚な合成樹脂仕上げ剤を使用しないため、植物タンニンなめし革の表面は最も自然でコーティングされていない外観を保ちます。毛穴ははっきりと見え、自然な傷跡、成長痕、血管の模様もそのまま現れます。 II. 植物タンニンなめし革とクロムなめし革の比較植物タンニンなめし革を初めて目にする多くの購入者にとって、最大の疑問は「普通のフルグレイン牛革とどう違うのか?」ということでしょう。実際には、その違いはなめし工程が完了した瞬間に決まります。比較植物タンニンなめし革クロムなめし革(主流)タンニング剤植物由来タンニン(天然)三価クロム塩(化学)日焼け時間数週間から数ヶ月1~3日完成された感触しっかりとした構造で、最初はかなり硬い製造直後から柔らかく、しなやかで、柔軟性に優れています。表面の外観仕上げは最小限、もしくは全く施さず、ナチュラルで「素顔」のような仕上がりにする。通常は、欠陥を隠すことができる仕上げ剤でコーティングされている。色安定性日光や使用によって色が濃くなり、変化して古色を帯びる。色は製造後に固定され、比較的安定した状態を保ちます。エッジ仕上げ磨き上げれば、滑らかで鏡のような仕上がりになります。通常は、端を覆うためのエッジペイントが必要です。防水性品質不良。水に触れると変色や硬化を引き起こす可能性があります。より良い。水は自然に玉状になって転がり落ちる傾向がある。量産への適合性より低いより高いよくある誤解を一つ明確にしておきましょう。植物タンニンなめし革とフルグレインレザーは、相反する概念ではありません。フルグレインとは、革のどの部分(研磨やバフ掛けをしていない最上層)が使われているかを表します。一方、植物タンニンなめしとは、なめし方法を指します。フルグレインの牛革は、植物タンニンなめしでもクロムなめしでもどちらでもあり得ます。とはいえ、市場に出回っている高品質の植物タンニンなめし革は、一般的に最高級のフルグレインレザーから作られています。植物タンニンなめし革は、表面の欠陥を隠すために厚いコーティングを施す必要がないため、革本来の品質が仕上がりの表面にそのまま現れます。 III.植物タンニンなめし革の利点と限界植物タンニンなめし革は、魔法の素材ではありません。それは、丁寧に手入れが必要な翡翠のようなもので、その長所と短所はそれぞれに特徴があります。利点1. 時の流れによって形作られた、唯一無二の個性植物タンニンなめし革の最大の魅力は、使い込むほどに味わいが増していく点にあります。天然の植物タンニンなめし革は、最初は淡いベージュ色ですが、日光、体温、そして手から分泌される天然オイルの吸収によって徐々に色が濃くなっていきます。時が経つにつれ、キャラメル色やハニーカラーへと変化し、最終的には持ち主だけの個性的な風合いが生まれます。この「使えば使うほど味が出る」という特性は、どんなに丁寧に仕上げられた革製品でも真に再現できるものではありません。2. 自然に持続可能な物語植物タンニンなめしに使用されるタンニンは、再生可能な植物由来の原料から得られます。クロムなめしの廃水と比較すると、植物タンニンなめしで発生する廃液ははるかに生分解性が高いです。サステナビリティを重視するブランドにとって、植物タンニンなめし革は、説明不要なほど自然に環境に優しい素材と言えるでしょう。3. 磨き上げ可能な鏡面仕上げのエッジ高密度のタンニンの影響により、植物タンニンなめし革の繊維は十分に緻密になり、木材のように縁を磨き上げて鏡面仕上げにすることができます。これにより、高級ハンドメイドバッグは縁に塗料を塗ることなく、すっきりとした洗練された縁を実現できます。これは、多くの革職人が植物タンニンなめし革を好む主な理由の一つです。4. 実証済みの長期耐久性新品時は硬く感じる植物タンニンなめし革ですが、使い込むほどに徐々に柔らかくなり、同時に優れた繊維強度を保ちます。適切に手入れされた植物タンニンなめし革のバッグは、10年以上も長持ちすることがよくあります。制限事項1. 水と油に非常に敏感植物タンニンなめしの革は防水加工が施されていないため、たった一滴の水でも濃い水染みが残ってしまうことがあります。天然の皮脂、日焼け止め、さらにはデニムのインディゴ染料までもが革に浸透し、拭き取ることはできません。愛好家にとっては、こうした染みは時の流れと個性の証ですが、多くの一般消費者にとっては、単に受け入れがたいシミと映るかもしれません。2. バッチ間で色の一貫性を維持するのが難しい植物タンニンなめし革の色は、製造後も変化し続けます。同じロットの2枚の革でも、倉庫の反対側に保管されると、わずか3ヶ月後には明らかに異なる色合いになることがあります。3. 高速大量生産にはあまり適さないそのしっかりとした構造は縫製時の抵抗力を高め、縁の仕上げには複数回の研磨、ワックスがけ、そして磨き上げが必要となる。そのため、一般的にクロムなめし革よりも作業時間がはるかに長くなる。 IV.植物タンニンなめし革は、バッグ業界においてどのような用途に最も適していますか?上記で述べた特性に基づくと、植物タンニンなめし革は、バッグ製造において明確な適性範囲を持っていると言える。理想的な用途小型革製品:カードホルダー、キーケース、ペンケース、レザーチャームなど。コンパクトなサイズなので、革本来の自然な風合いを活かすことができ、植物タンニンなめし革ならではの美しい艶やかなエッジを際立たせます。構造的なバッグデザイン:サッチェル、ブリーフケース、ヴィンテージメッセンジャーバッグ。これらのスタイルは、植物タンニンなめし革の自然な硬さを最大限に活かし、バッグが型崩れすることなく形状を維持します。限定版および記念コレクション:革本来の風合いと、時間の経過とともに独特の風合いが生まれる性質は、特別感と希少性を生み出し、特別なコレクションに最適な選択肢となります。 あまり適さない用途柔らかくて大きなバッグ:トートバッグやショッピングバッグ。植物タンニンなめしの革は新品の時は比較的硬く、大きなパネルを繰り返し曲げると、元に戻せない永久的な折り目がつくことがあります。高頻度で日常的に使用される通勤バッグ:混雑した公共交通機関、雨、そして様々な表面との頻繁な接触に毎日さらされるバッグ。このような状況下では、植物タンニンなめし革の繊細な性質がより顕著になります。ファストファッション、大量生産製品:植物タンニンなめし革は、クロムなめし革に比べて色が変化しやすく、生産効率が低く、コストが高いため、ファストファッションブランドが求める迅速な生産サイクルや積極的な価格戦略にはあまり適していません。顧客体験を重視する多くのハンドバッグブランドは、主力製品ラインに天然植物タンニンなめし革を意図的に取り入れ、顧客が日常使いを通してバッグを「育てていく」ことを促しています。所有者と革とのこの独特な相互作用は、非常にパーソナルな所有体験を生み出し、製品の魅力を大幅に高め、口コミを促進し、顧客ロイヤルティを強化します。また、これは、意義のある差別化を求めるブティックブランドにとって、植物タンニンなめし革が優れた選択肢となっている理由の一つでもあります。 V. 植物タンニンなめし革に適したロゴ技術植物タンニンなめし革は、化学的な表面仕上げがほとんど、あるいは全く施されていません。そのしっかりとした繊維構造、水分や油分を吸収する性質、そして熱にさらされると変色しやすい性質は、ロゴの貼り付けにおいて、明確な利点と欠点の両方をもたらします。以下に、当社の製造経験において効果が実証されている方法と、避けるべき方法をいくつかご紹介します。推奨される方法1. ブラインドエンボス加工/デボス加工これは、植物タンニンなめし革の特性を最大限に引き出すロゴ技法です。加熱した真鍮製の金型を用いて圧力をかけることで、革の表面に凹みまたは隆起した模様を作り出します。追加の材料は一切使用しないため、ロゴは革そのものと一体化します。革が経年変化で独特の風合いを帯びるにつれ、エンボス加工された縁は徐々に滑らかになり、繊細な自然な光沢を帯びていきます。実務上の考慮事項:植物タンニンなめしの革は比較的硬いため、エンボス加工された縁がクロムなめしの革よりもシャープでくっきりとした仕上がりになり、繊細な文字や幾何学的な線描に最適な技法と言えるでしょう。温度は慎重に管理する必要があります(通常80℃~120℃)。150℃を超えると、刻印の縁に濃い茶色の焦げ跡が残ることがあり、特に天然の無染色の革では目立ちます。深いエンボス加工(1mm以上)は、裏面の平坦性に影響を与える可能性があります。ロゴをバッグの前面の大きなパネルに配置する場合は、裏面の刻印の見え方を評価する必要があります。2. ホットフォイルスタンピング(金または銀)熱箔押しは、植物タンニンなめし革に洗練されたメタリックなアクセントを加えることができる。しかし、革の表面が未加工であるため、箔が革の繊維に直接触れるという欠点もある。そのため、仕上げ加工を施したクロムなめし革に比べて、箔の密着性が劣る場合が多い。実務上の考慮事項:革専用に設計された、顔料が細かく接着力の強い高級箔を使用してください。紙用の一般的な箔は、植物タンニンなめしの革では剥がれやすい傾向があります。自然な傷跡、血管の跡、または繊維構造が緩んでいるその他の部分にスタンプを押すことは避けてください。箔がこれらの欠陥と一緒に剥がれたり、浮き上がったりする可能性があります。ホットフォイルスタンピングは、一般的に、天然の未染色の革よりも、濃い色の植物タンニンなめし革(茶皮革や茶色の革など)の方が視覚的なコントラストが優れています。3. 革彫刻/革細工植物タンニンなめし革のために作られたような技法があるとすれば、それは革彫刻(カービング)でしょう。植物タンニンなめし革はしっかりとした質感で、繊維構造が密で、湿らせると非常に成形しやすくなります。彫刻刀が表面をなぞると、くっきりとした、はっきりとした模様が浮かび上がり、その形を保ちます。彫り込まれたデザインは、染色、金箔貼り、アンティーク仕上げ、その他の装飾加工によってさらに美しく仕上げることができます。実務上の考慮事項:革彫刻には、極めて高品質な原皮が不可欠です。最高級グレードAのフルグレイン植物タンニンなめし革のみが、きれいでシャープなカットを実現します。傷や革の目が粗い部分は、彫刻後に毛羽立ちやすくなります。この工程はすべて手作業で行われるため、大量生産には極めて非効率的です。複雑な彫刻模様が施された一枚のパネルを完成させるのに数時間かかる場合もあり、この技法は大量生産には適していません。彫刻後、革は適切に形を整え、耐湿処理を施す必要があります。そうしないと、彫刻された凹んだ部分に湿気の多い環境でカビが発生する可能性があります。4. レーザー彫刻レーザー彫刻は、特注の工具を必要とせずに、複雑なベクターアートワークやグレースケール効果さえも再現できます。しかし、植物タンニンなめしの革は、合成皮革やクロムなめしの革とはレーザー彫刻に対する反応が大きく異なります。実務上の考慮事項:レーザーは革に含まれるタンニンを焼き切るため、彫刻された部分が濃い茶色または黒色に変色します。これは、染色されていない天然の植物タンニンなめし革では強い視覚的コントラストを生み出すため、生産前に必ずサンプルを用いて最終的な仕上がりを確認する必要があります。レーザー彫刻は特注の金型が不要なため、工具費用がかかりません。少量生産の特注品の場合、エンボス加工よりも費用対効果が高いことが多く、ブティックブランドやオーダーメイド製品に最適な選択肢となります。5.金属製バッジ/ネームプレート金属製のバッジやネームプレートは、リベット、ネジ、または縫い付けによって植物タンニンなめしの革に取り付けられます。この方法により、革自体の制約の一部を克服し、多色仕上げ、立体的な効果、さらには発光デザインを実現することが可能になります。実務上の考慮事項:植物タンニンなめしの革は比較的硬いため、リベットを取り付ける前に必ず下穴を開けてください。革に直接リベットを打ち込むと、繊維が割れる恐れがあります。金属と革は熱膨張係数が異なるため、温度変化の激しい環境では、リベット穴が時間とともに徐々に広がり、金具が緩む可能性があります。長期的な安定性を高めるには、ワッシャーの使用をお勧めします。金属製バッジの縁は、長期間の使用中に革の表面を傷つけたり、摩耗させたりするのを防ぐため、面取りまたは丸みを帯びさせるべきである。金属製の刺繍バッジの場合、縫い目の間隔は非常に精密に計画する必要があります。植物タンニンなめしの革に開けられた針穴は永久に残るため、縫い目は一度で正確に位置合わせしなければなりません。推奨しない印刷方法:スクリーン印刷とパッド印刷植物タンニンなめし革の表面に直接スクリーン印刷やパッド印刷を施すことはお勧めしません。理由は単純明快です。植物タンニンなめしの革は表面コーティングがほとんど、あるいは全く施されていないため、インクの吸収を制御するのが難しい。その結果、印刷されたグラフィックはにじみやぼやけが生じやすい。植物タンニンなめしの革は、時間の経過とともに色が濃くなり、油分を吸収していきます。革が自然に経年変化するにつれて、プリントされたデザインもそれに合わせて変化し、わずか数ヶ月で色のムラが目立つようになることがよくあります。印刷前に表面シーリングコーティングを施すことでインクの密着性は向上するものの、植物タンニンなめし革本来の魅力が損なわれてしまう。コーティングによって、革本来の自然な風合いや通気性が損なわれるのだ。 よくある質問Q1:植物タンニンなめし革とトップグレインレザー、どちらが良いですか?A:これらは革の異なる側面を表す概念なので、比較対象にはなりません。トップグレインレザーとは使用される皮革の層を指し、植物タンニンなめしとはなめし工程を指します。トップグレインレザーは、植物タンニンなめしまたはクロムなめしのどちらかです。高級植物タンニンなめし革は通常、高品質のフルグレインレザーから作られますが、「植物タンニンなめし」が必ずしも「トップグレイン」を意味するわけではありません。Q2:植物タンニンなめしの革は、クロムなめしの革よりも常に環境に優しいのでしょうか?A:なめし剤に関して言えば、植物由来のタンニンは確かにクロム塩よりも自然で生分解性が高いと言えます。しかし、環境への持続可能性は製品ライフサイクル全体を通して評価されるべきです。製革工場での排水処理、染料に重金属が含まれているかどうか、メンテナンス時に使用されるコンディショニングオイルの組成など、様々な要素が重要な役割を果たします。可能な限り、レザーワーキンググループ(LWG)の認証を受けた製革工場から皮革を調達することをお勧めします。Q3:植物タンニンなめしの革製バッグは防水ですか?A:天然の植物タンニンなめし革は、防水性がほとんどありません。防水性を高めるには、なめし後に防水剤やワックスを塗布する必要がありますが、そうすると革の通気性や自然な風合いが損なわれ、コーティングされていない独特の外観も失われてしまいます。雨天時に頻繁に使用する製品であれば、保護仕上げを施したクロムなめし革の方が一般的に適しています。Q4:植物タンニンなめし革の価格はなぜこれほど大きく変動するのですか?A:植物タンニンなめし革の価格は主に3つの要因によって決まります。皮の品質には、皮の等級、傷の有無、使用された皮の部位などが含まれます。なめし方法と期間、例えば伝統的な穴なめしと加速ドラムなめしなど。出身国または地域。高級な原皮を伝統的な長時間のピットタンニングで加工して作られた植物タンニンなめし革は、より速いなめし方法で生産された革よりも大幅に高価であり、最終製品の価格に顕著な差が生じる。Q5:革が本当に植物タンニンなめしかどうかを見分けるにはどうすればよいですか?A:本物の植物タンニンなめし革を見分けるには、次の4つの方法があります。香り:本物の植物タンニンなめし革は、独特の土のような香りとほのかな自然な甘みがあります。クロムなめし革は、化学的な匂いがするか、ほとんど匂いが感じられないことが多いです。切断面:未処理の切断面を調べてください。植物タンニンなめしの革は、断面全体が温かみのあるクリーム色または黄褐色を呈するのが一般的です。クロムなめしの革は、通常、断面が青みがかった灰色を呈します。これは、硫酸クロムによって生じる特徴的な色です。水に対する反応:植物タンニンなめしの革は、少量の水滴が表面に触れるとすぐに色が濃くなりますが、乾くにつれて徐々に色が薄くなります。クロムなめしの革は、一般的に水滴が表面で玉状になり、転がり落ちます。感触:本物の植物タンニンなめし革は、しっかりとした構造を持ち、新品の状態では比較的硬いため、使い込む期間が必要です。「植物タンニンなめし革」と謳われている製品が、箱から出したばかりなのに過度に柔らかく、ふにゃふにゃしている場合は、より詳しく調べてみる価値があります。Q6:植物タンニンなめし革のお手入れ方法を教えてください。A:植物タンニンなめし革製品を最良の状態に保つための実用的なお手入れ方法をご紹介します。各ブランドは、これらの推奨事項を製品のお手入れ方法に記載することをお勧めします。革製品を濡らさないようにしてください。特に使用開始後最初の1ヶ月間は注意が必要です。革製品を熱源から遠ざけ、乾燥を早めるためにヘアドライヤーを使用しないでください。合成ブラシは使用しないでください。天然毛のブラシのみを使用してください。革製品を頻繁に使用する場合は、週に一度、革専用のコンディショニングオイルまたは革用ケア製品を塗布してください。革の状態と外観を維持するために、定期的にワックスを塗ってください。結論植物タンニンなめし革は、何の考慮もせずにそのまま使えるような工業用素材ではありません。むしろ、ブランド、製造業者、そしてエンドユーザーが関わる長期的なプロジェクトのようなものです。その硬さ、色の変化、目立つ傷、そして経年変化による風合いは、同時にその限界であり、最大の魅力でもあります。30年以上の経験を持つOEMバッグメーカーとして私たちは常に、普遍的に「良い」素材も「悪い」素材も存在せず、あるのは特定の目的に最も適した素材だけだと信じてきました。もしあなたのブランドがスピード、斬新さ、標準化を重視するなら、植物タンニンなめし革は理想的な選択肢ではないかもしれません。しかし、もしあなたのブランドが時間、職人技、質感、そして絆といった物語を語るなら、植物タンニンなめし革こそが最も真実味のある物語を伝える素材となるでしょう。 著者
もっと見るぜひ読んで、投稿を続け、購読してください。ご意見をお聞かせください。




著作権
@2024 Synberry Bag & Package Products Co.,Ltd 無断転載を禁じます
.
 サポートされているネットワーク
サポートされているネットワーク
サイトマップ / ブログ / Xml / プライバシーポリシー